


以下是:不锈钢复合管成功案例的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 品牌 鑫润通 产地 山东 材质 201/304 不锈钢复合管成功案例_鑫润通不锈钢制品有限公司(尤溪分公司),固定电话:18366466668,移动电话:0635-2998860,联系人:贾殿涛,QQ:1271858886,经济高新区工业园 发货到 三明市尤溪县。 福建省,三明市,尤溪县 唐开元二十九年(741年),尤溪置县,隶属福州;1983年,始隶属三明市。尤溪县素有“闽中明珠”之称,也被称为“中国金柑之乡”“中国绿竹之乡”“中国竹子之乡”“中国油茶之乡”“中国革基布名城”“朱子理学文化名城”,尤溪县是宋代理学家、教育家朱熹的诞生地,是福建省获得联合国地名专家组命名的“千年古县”。2013年7月23日,中央党史研究室正式确认尤溪县属于原中央苏区范围;2018年10月22日,入选2018年全国农村一二三产业融合发展先导区创建名单;2019年12月31日,入选全国农村创新创业典型县。
无需长篇大论,观看不锈钢复合管成功案例视频,让你瞬间爱上我们的产品。
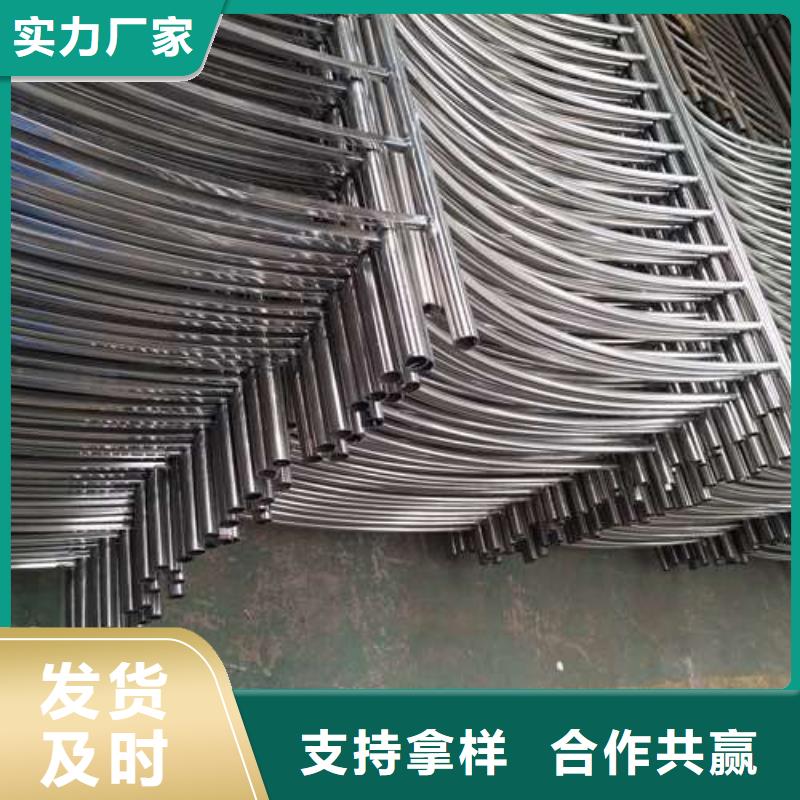
以下是:不锈钢复合管成功案例的图文介绍三明尤溪鑫润通不锈钢制品有限公司以全新的市场布局,针对 不锈钢护栏应对行业变化,顺应市场趋势发展,以期在创变中寻求突破,进而品牌核心竞争力,把握市场机遇,引领视讯产业开启全屏时代!
外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。
热成型制造工艺包括热轧和热挤压两种方法,前者主要适用于有缝复合管的生产,后者适用于无缝复合管的生产。轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺点:投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢复合管的制造。
由于行情低迷运行,采购备货积极。在市场库存持续增加、粗钢产量释放以及不锈钢复合管出口回落导致供需失衡加重的形势下,不锈钢复合管商家已经无心恋战,或提早休市观望。带钢多弱稳为主,型材、管材稳中有降,降幅10-30元等,钢坯价格暂时维持平稳,2160元/吨直发尚可。从全国范围来看,北京、上海、杭州、成都、武汉以及东北地区不锈钢复合管都有下跌,幅度10-20元等.
钢市仍呈偏弱态势运行,尽管假期过完后不锈钢复合管商家报价减少,观望态度增强。但市场经受两周来的打压,市场心受挫,短时间难以恢复。对此,节后行情走势仍成为关注对象,是否还像节前一样低迷振, 而钢市整体需求仍呈下降趋势,供需形势并未改变。节后随着市场到货资源增加,库存压力可能进一步放大,这对节后供需形势是利的。
市场经过前期断上涨,也积累了一些利空因素需要释放,既有产量增长释放压力,也有需求不锈钢复合管出口减少因素,不锈钢复合管社会库存增长以及期钢高位回落,都是这些利空因素表现。预计节后钢市震荡偏弱局面难改,但由于节前大幅下跌,且贴水过大,存在修正可能.
锈钢钢复合管焊接好坏仅影响产品的美观,而且也对产品的质量有着本质的影响,那锈钢钢复合管焊接具体应该注意些什么,下面具体介绍一下:采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
不锈钢复合管,焊前预备1,不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,不锈钢护栏-不锈钢栏杆-不锈钢复合管护栏-不锈钢复合管栏杆-四川睿武交通科技有限公司加工时复层有必要向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开)和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
2,不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。
3,坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形,U形,X形,V和U联合形等方式的坡口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层中少熔入底层成分。
4,不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:三,焊接操作1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。
2,角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看不锈钢复合管护栏厚度而定。
3,由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂乱的金相安排,添加焊接难度。因此,为了防止层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一部分。
4,先焊底层,道底层焊缝不应熔透到复层,以防焊缝金属发作脆化或发作裂纹,底层钢焊接时,仍按底层惯例焊接电流。底层焊完后,用碳弧气刨,铲削,磨削等办法清理焊根,要求高的,经X射线探伤合格后,才能焊接过度层。
5,过渡层焊接,为了削减母材对焊缝的稀释率,在确保焊透的情况下,应尽量少焊接电流;要选用小直径焊条和窄焊道,有必要盖满底层焊缝切高出底层1mm,焊缝成形要滑润,不能凸起,否则要打磨掉。
6,焊接小直径不锈钢复合钢管时,层焊道应选用钨极氩弧焊,第二层可用奥氏体不锈钢焊条焊接。
7,关于大厚度不锈钢复合管护栏制造的高压容器,施焊过程中先焊内部不锈钢复合层,再焊一层铁素体过渡层终用低合金钢焊条填满底层焊缝。
8,根据作业条件选用结构材料时,应使奥氏体焊缝与珠光体钢熔合区中的扩散层降低到小程度,这关于高温和有腐蚀介质中作业的构件和焊后需求进行回火处理大型构件来说尤其重要。
9,操作时要注意维护非焊接部位复层外表,防止电弧划伤,底层焊缝要为过渡层留出合适的深度,一般距复层约2mm.
在三明市尤溪县采购不锈钢复合管成功案例请认准鑫润通不锈钢制品有限公司(尤溪分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:贾殿涛-18366466668,QQ:1271858886,地址:经济高新区工业园)。








